


合作客戶(hù)/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 魚(yú)缸水面產(chǎn)生油膜的主要原因
> 常見(jiàn)物質(zhì)的表面張力狀況
> 咪唑類(lèi)離子液體對(duì)不同煤塵潤(rùn)濕性能的影響規(guī)律(下)
> NaOL、HZ組合捕收劑對(duì)鋰輝石礦物浮選效果、表面張力影響(三)
> 水成膜泡沫滅火劑之氟碳表面活性劑YM-316復(fù)配性能及表面張力測(cè)定(下)
> 雙內(nèi)凹結(jié)構(gòu)表面可實(shí)現(xiàn)對(duì)低表面張力液體的穩(wěn)固超排斥
> 鋰電池隔膜粘接劑組合物稀釋液表面張力測(cè)試及影響
> 最大拉桿法的基本原理、實(shí)驗(yàn)步驟、影響因素及其在測(cè)定溶液表面張力中的應(yīng)用
> 表面張力儀試驗(yàn)原理和方法解析
> ?基于液體表面張力的貼附力理論模型及實(shí)驗(yàn)驗(yàn)證
推薦新聞Info
-
> 不同礦漿濃度、粒度、伴生礦物、捕收劑和起泡劑對(duì)礦漿表面張力的影響(三)
> 不同礦漿濃度、粒度、伴生礦物、捕收劑和起泡劑對(duì)礦漿表面張力的影響(二)
> 不同礦漿濃度、粒度、伴生礦物、捕收劑和起泡劑對(duì)礦漿表面張力的影響(一)
> 長(zhǎng)慶油田隴東地區(qū)的CQZP-1助排劑表/界面張力測(cè)量及現(xiàn)場(chǎng)應(yīng)用(三)
> 長(zhǎng)慶油田隴東地區(qū)的CQZP-1助排劑表/界面張力測(cè)量及現(xiàn)場(chǎng)應(yīng)用(二)
> 長(zhǎng)慶油田隴東地區(qū)的CQZP-1助排劑表/界面張力測(cè)量及現(xiàn)場(chǎng)應(yīng)用(一)
> 液膜斷裂點(diǎn)與電壓最大值在表面張力測(cè)量中的對(duì)比研究(二)
> 液膜斷裂點(diǎn)與電壓最大值在表面張力測(cè)量中的對(duì)比研究(一)
> ?表面張力與表面張力系數(shù)測(cè)量:概念、方法與科學(xué)意義
> 微重力下二極對(duì)非均勻旋轉(zhuǎn)磁場(chǎng)控制半浮區(qū)液橋表面張力對(duì)流的數(shù)值研究(下)
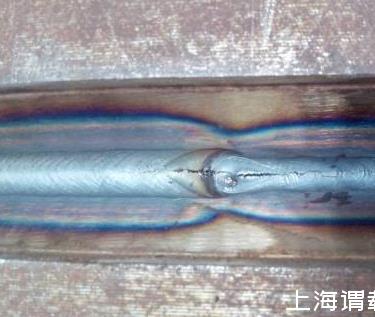
CO2氣體保護(hù)焊表面張力過(guò)渡的控制策略、發(fā)展及應(yīng)用
來(lái)源:科技與企業(yè) 瀏覽 1562 次 發(fā)布時(shí)間:2023-12-07
在分析CO2氣體保護(hù)焊的表面張力過(guò)渡策略時(shí),要從研究CO2氣體保護(hù)焊短路過(guò)渡的理論基礎(chǔ)上進(jìn)行,只有深入研究了表面張力過(guò)渡的不同參數(shù)與送絲速度之間的關(guān)系之后,才能得到準(zhǔn)確的數(shù)據(jù)與解決方法。經(jīng)過(guò)研究,隨著送絲速度的不同變化,并根據(jù)表面張力過(guò)渡對(duì)電源的一些要求,總結(jié)得出了幾種解決方案。本文對(duì)CO2氣體保護(hù)焊表面張力過(guò)渡的控制策略,以及CO2氣體保護(hù)焊表面張力過(guò)渡的發(fā)展與應(yīng)用做出了具體的討論與分析。
CO2氣體保護(hù)焊表面張力過(guò)渡的控制策略
我國(guó)在50年代末期就開(kāi)始研究與應(yīng)用CO2焊,但是由于當(dāng)時(shí)社會(huì)的生產(chǎn)力并不高,所以發(fā)展的水平一直不高該方法進(jìn)步也比較緩慢,后來(lái)由于大量進(jìn)口了一些國(guó)外的焊接材料與先進(jìn)的技術(shù),這些都很大程度的推動(dòng)了我國(guó)CO2焊接技術(shù)的快速發(fā)展。這些技術(shù)的引進(jìn)對(duì)我國(guó)很多方面的建設(shè)都提供了良好的基礎(chǔ),比如用于鐵路、公路、機(jī)場(chǎng)等地的建設(shè)上,因此,我國(guó)很多學(xué)者與研究該方面的人員都對(duì)CO2焊接做出了很多的研究工作。
對(duì)焊接材料與表面張力過(guò)渡的控制問(wèn)題
通常,為了提高CO2焊的工藝及性能,會(huì)用保護(hù)氣體與焊接材料來(lái)對(duì)電弧的狀態(tài)和熔滴過(guò)渡進(jìn)行改進(jìn),比如:在CO2氣體中添加一些氬氣,然后通過(guò)氬氣的比例不斷的增大,使得飛濺減少,因此焊接縫隙也就更加美觀了。表面張力過(guò)渡的要點(diǎn)是:讓熔滴與熔池在接觸時(shí)用較小的電流,才能夠減少飛濺的產(chǎn)生。在熔滴離開(kāi)焊絲之后就增大電流來(lái)讓焊縫成形,在檢測(cè)的時(shí)候根據(jù)電壓的不同變化來(lái)覺(jué)得增大電流的時(shí)間,保證每次焊接的過(guò)程足夠穩(wěn)定。
CO2氣體表面張力過(guò)渡技術(shù)的應(yīng)用與發(fā)展
目前,CO2氣體表面張力過(guò)渡技術(shù)在國(guó)內(nèi)的應(yīng)用還是占少數(shù),應(yīng)該說(shuō)是還處于起步的階段,但是在國(guó)外的市場(chǎng)這一技術(shù)的應(yīng)用則是很多,美國(guó)的一些電廠會(huì)利用這一技術(shù)焊接與修復(fù)不銹鋼板,因?yàn)檫@些不銹鋼板都來(lái)自煙氣的殼體,由于高溫與煙氣的作用下會(huì)讓不銹鋼板受到腐蝕,他們利用CO2氣體表面張力過(guò)渡技術(shù)焊接了不銹鋼板,使它們很難被燒穿彌補(bǔ)了傳統(tǒng)焊接的缺陷,這種技術(shù)不僅可以作用在不銹鋼板上,還可以作用于低合金鋼及其他材質(zhì)的物件上,應(yīng)用領(lǐng)域十分廣泛,因此,CO2氣體表面張力過(guò)渡技術(shù)得到了很快的應(yīng)用與快速的發(fā)展。目前,該技術(shù)已經(jīng)被中國(guó)的管道公司利用,在試用中發(fā)現(xiàn)飛濺量變得很小,受到較高的好評(píng)。
總結(jié)
綜上所述,可以得出以下幾個(gè)結(jié)論:第一,從熔滴的受力方面能夠分析出短路過(guò)渡的主要作用,表面張力也能在短路的過(guò)程中發(fā)揮出作用。第二,短路過(guò)渡飛濺的多少與電的參數(shù)有很大的關(guān)系,即當(dāng)電弧功率在最大的時(shí)候,可以很好的減少飛濺量。第三,減少飛濺的方式除了以上幾種,還有一元化方法、脈沖方法等,但是焊接的過(guò)程中受到干擾太多,所以還需要繼續(xù)去研究才能解決CO2氣體保護(hù)焊的飛濺問(wèn)題。可以看出CO2氣體保護(hù)焊表面張力過(guò)渡的工藝的焊接飛濺的程度明顯降低,它的飛濺率僅僅是傳統(tǒng)的CO2焊接的10%,這種明顯的優(yōu)勢(shì)也對(duì)CO2氣體保護(hù)焊表面張力過(guò)渡這一技術(shù)在焊接領(lǐng)域的應(yīng)用開(kāi)辟出一條光明的道路。